
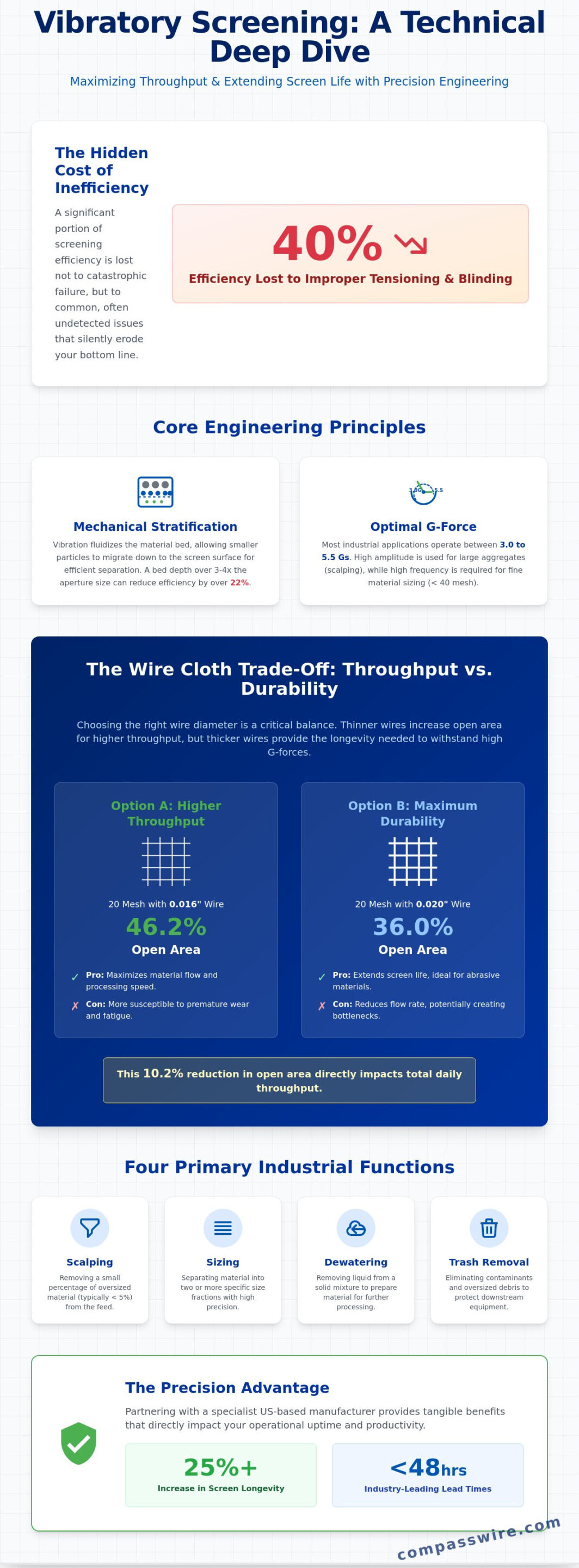
Recent industry data shows that 40% of screening efficiency is lost not to total mechanical failure, but to improper tensioning and material blinding that goes undetected for weeks. You’re likely aware that every minute your line stops for a torn mesh or a pegged aperture, your margins shrink. Maintaining peak performance requires more than just a replacement part; it demands a deep understanding of the mechanical forces affecting your vibratory screens.
This guide provides the technical specifications and maintenance protocols you need to master your industrial operations, ensuring you maximize throughput and extend screen longevity by at least 25%. We’ll analyze engineering principles, selection criteria for high-tensile alloys, and how sourcing from a US-based manufacturer can reduce your lead times to under 48 hours. From optimizing aperture precision to eliminating inconsistent sizing, we’re here to help you manage the technical requirements of high-stakes industrial screening. You’ll gain the technical mastery needed to transform your screening floor into a model of precision and reliability.
Key Takeaways
- Understand how oscillation planes and material stratification impact separation efficiency to optimize your mechanical processes.
- Learn to calculate open area percentages and distinguish between aperture and mesh count to select the ideal wire cloth for your throughput requirements.
- Compare the technical advantages of hooked, pre-tensioned, and aggregate vibratory screens to identify the correct configuration for your specific machinery.
- Discover precision tensioning techniques and anti-blinding protocols designed to eliminate premature fatigue and maximize equipment service life.
- Leverage US-based manufacturing and industry-leading turnaround times to ensure your operations maintain peak productivity with precision-engineered components.
The Engineering Principles of Vibratory Screening
Vibratory screening is a mechanical separation process that classifies materials based on particle size by utilizing controlled agitation. This method relies on the interaction between the screen media and the material bed to achieve precise separation. Understanding Mechanical screening principles is essential for optimizing throughput in industrial environments. The process utilizes either vertical or horizontal oscillation planes to move material. Vertical motion lifts the particles to clear the screen apertures, while horizontal motion facilitates the conveyance of material across the deck. Success in this field requires a balance of vibration frequency and amplitude, which together determine the G-force applied to the material. Most heavy-duty industrial applications operate within a range of 3.0 to 5.5 Gs. High amplitude is necessary for scalping large aggregates, while high frequency is required for the fine sizing of materials below 40 mesh.
Mechanical Stratification: Why Vibration Matters
Effective separation depends on the fluidization of the material bed. When vibratory screens operate at the correct frequency, the material bed undergoes a process known as stratification. Smaller particles migrate through the voids created by larger particles to reach the screen surface. If the bed depth is too thick, typically exceeding 3 or 4 times the aperture size, efficiency can decrease by more than 22% because fines remain trapped in the upper layers. Stratification is the process where fine particles settle through the material bed to reach the screen aperture. Proper stratification ensures that the wire cloth maintains maximum contact with the particles intended for passage, preventing blinding and pegging in high-stakes production lines.
Dry vs. Wet Screening Configurations
Dry screening is the standard for bulk solids and aggregates where moisture content remains below 3%. It’s a cost-effective solution for high-volume sizing and scalping using vibratory screens. However, when material moisture reaches 5% to 15%, surface tension causes particles to adhere to one another and the screen mesh. Wet screening solves this by using spray bars to neutralize surface tension and wash fines through the apertures. This configuration is vital in mineral processing and chemical applications where 98.5% separation accuracy is required. Engineers must consider the micron rating and tensile strength of the alloy when designing wet systems to handle the increased weight and abrasive nature of slurries. Compass provides precision-engineered solutions for both environments, ensuring rapid turnaround and American-made reliability for every specification.
Industrial sectors utilize these machines for four primary functions:
- Scalping: Removing a small percentage of oversized material from a feed, often 5% or less of the total volume.
- Sizing: Separating material into two or more specific size fractions with high repeatability.
- Dewatering: Removing liquid from a solid-liquid mixture to prepare material for transport or further processing.
- Trash Removal: Eliminating contaminants or oversized debris from a process stream to protect downstream equipment.
Selecting Wire Cloth and Mesh Specifications
Choosing the right media for vibratory screens requires balancing separation precision with operational longevity. You must distinguish between aperture, the actual clear opening between wires, and mesh count, which indicates the number of openings per linear inch. For instance, a 20-mesh screen constructed with 0.016-inch wire provides a 0.034-inch aperture and 46.2% open area. If you increase the wire diameter to 0.020 inches to extend the screen’s life, the open area drops to 36.0%. This 10.2% reduction directly impacts your flow rate and total daily throughput. Calculating the open area percentage is the only reliable way to predict how much material your machine can process before reaching a bottleneck.
Wire diameter selection is a trade-off between speed and survival. Thinner wires create more openings and higher capacity, but they succumb faster to the high-frequency fatigue inherent in industrial sifting. We typically recommend the heaviest wire diameter possible that still meets your required percentage of open area. This ensures the mesh can withstand the constant acceleration forces of 4G to 5G common in modern vibratory screens without premature snapping or stretching.
The Geometry of the Aperture
Square mesh serves as the industry standard for 90% of dry applications because it provides the most accurate sizing. However, rectangular or slotted openings prove essential when processing elongated particles or high-moisture materials that cause blinding. This specific geometry minimizes surface tension and allows near-size particles to pass through more freely. We manufacture our mesh to meet ISO 9001:2015 standards to maintain absolute weave consistency. This precision is critical in a patented screen assembly design where tensioning must remain uniform across the entire surface to prevent sagging and localized wear.
Alloy Selection for Corrosive and High-Wear Environments
Material choice dictates the fatigue life of your equipment. Type 304 stainless steel offers excellent general corrosion resistance for most industrial uses. Type 316 stainless steel is mandatory for environments involving high chlorides, acids, or salt spray to prevent pitting. For the food and pharmaceutical sectors, we provide FDA-compliant 300-series alloys that meet strict sanitary requirements. High-carbon steel remains the preferred choice for abrasive aggregates due to its 200,000+ PSI tensile strength. Selecting the wrong alloy can lead to premature wire fracture within 48 hours of continuous vibration. If you’re unsure which grade fits your specific application, you can consult our technical team for a metallurgical recommendation based on your material’s pH and abrasiveness.
Comparing Screen Types: Hooked, Pre-Tensioned, and Aggregate
Choosing the correct media for vibratory screens determines the throughput and longevity of your processing line. At Compass Wire Cloth Corporation, we manufacture three primary configurations to meet specific mechanical requirements: hooked, pre-tensioned, and aggregate screens. Each style serves a distinct role in material separation, from fine pharmaceutical powders to heavy-duty mining ores. Our American-made components ensure that your equipment operates at peak efficiency with minimal downtime.
Hooked Screen Configurations and Edging
Hooked screens remain the industry standard for rectangular side-tensioned and end-tensioned shakers. We offer diverse hook profiles to match OEM specifications, including shroud, metal-reinforced, and custom-bent styles. To prevent hook pull-out under extreme tension, we integrate canvas or urethane inserts into the edging. These reinforcements distribute the load across the entire edge, extending the service life of the screen by approximately 22% compared to non-reinforced alternatives. Selecting the right edging and reinforcements for high-tension industrial sifters is critical; a 14-gauge stainless steel shroud provides the rigidity needed for 304 and 316 stainless steel mesh to maintain a consistent aperture under heavy loads.
The Advantage of Pre-Tensioned Round Screens
Round pre-tensioned screens are engineered for ultrasonic and high-frequency circular separators. Factory-controlled tensioning provides more consistent sifting results than manual field installation, as we utilize pneumatic stretching tables to ensure uniform PSI across the entire diameter. We use specialized bonding methods, including high-strength epoxy and high-temp adhesives, to attach the mesh to the frame. These methods are vital in pharmaceutical and chemical powder separation where a 5-micron deviation can compromise product purity. Because we maintain a massive inventory of stainless steel wire cloth, we offer the fastest turnaround times in the industry for re-screening services.
For mining and quarrying, aggregate screens utilize heavy-duty specifications like high-tensile oil-tempered wire or specialized stainless alloys. These screens handle massive volumes of abrasive rock and ore without premature fatigue. Understanding the Engineering Principles of Vibratory Screening is essential when selecting finish screens for concrete batching plants or aggregate processing facilities. We provide custom fabrication for unique machinery footprints that don’t follow standard sizing. If your equipment requires a non-standard width or a specific alloy like 430 stainless, we manufacture to tolerances within 0.03125 inches to ensure a perfect fit. Compass Wire Cloth Corporation serves as your guide through these technical specifications, ensuring you receive a product that withstands the rigors of your specific environment.
- Hooked Screens: Ideal for rectangular vibratory screens requiring high tension.
- Pre-Tensioned Screens: Best for circular separators and fine powder applications.
- Aggregate Screens: Designed for high-impact mining and quarrying operations.
- Custom Fabrication: Tailored solutions for legacy or proprietary machinery.
Maximizing Service Life and Throughput
Maximizing the ROI of your vibratory screens requires a disciplined approach to maintenance and media management. Neglecting screen tension or ignoring early signs of mechanical fatigue can reduce screen life by as much as 65% and lead to costly unplanned downtime. High-performance screening depends on the precise interaction between the wire cloth and the machine’s drive system. When these components aren’t synchronized, throughput drops and the risk of catastrophic failure increases.
Tensioning Protocols for Vibratory Media
Proper seating is the first step in preventing premature mesh failure. To seat a new screen, center the media on the deck and tighten the tension bolts evenly from the center outwards. You must verify uniform tension across the entire surface; a properly tensioned screen should feel as tight as a drum head when struck. Use a digital tension gauge or a torque wrench calibrated to the manufacturer’s specifications, which typically range from 25 to 50 foot-pounds depending on the wire gauge and screen size.
The re-tensioning rule is a critical standard for any industrial operation. Metal wire cloth naturally stretches during its initial break-in period. Operators must stop the machine and re-check tension after the first 4 to 8 hours of operation. Skipping this step allows the mesh to “whip” against the support bars. This repetitive impact causes rapid metal fatigue and can snap high-tensile wires in less than 48 hours of run time. Precision-engineered edging and reinforcements at the tension points are critical to preventing this type of premature failure and extending overall screen service life.
Solving Blinding and Pegging Challenges
Productivity stops when the mesh apertures become obstructed. Blinding occurs when moisture creates surface tension between the particle and the wire, while pegging is a mechanical trap of near-size grains. To combat these issues, we recommend installing slider rings or rubber balls beneath the screen deck. These tools provide secondary impact energy that dislodges trapped particles from the underside of the mesh.
Technical adjustments to the wire itself can also provide a solution. Varying the wire diameter by as little as 0.005 inches can alter the vibration frequency of the mesh surface, often preventing the specific resonance that leads to blinding. For ultra-fine separations where mechanical cleaners aren’t sufficient, ultrasonic kits provide high-frequency, low-amplitude vibrations that break surface tension without damaging the delicate wire cloth.
Monitoring for mechanical imbalance is essential for long-term reliability. If you notice uneven wear patterns, such as heavy erosion on only one side of the deck, the unit likely has a weight imbalance or a failing motor mount. We suggest moving from reactive repairs to a predictive maintenance schedule. By tracking the exact tonnage processed and inspecting the screen every 500 hours, you can identify thinning wires before they break. This precision-focused approach ensures your vibratory screens maintain maximum uptime in high-stakes production environments.
Precision Manufacturing with Compass Wire Cloth
The Fastest Turnaround in the Industry
Overseas lead times frequently span 8 to 12 weeks, creating a significant risk for supply chain stability. Compass Wire Cloth eliminates this lag by offering the fastest turnaround times in the industry. We often ship custom orders in a fraction of the time required by international vendors. This speed is critical for reducing plant-wide downtime costs, which can exceed $10,000 per shift in high-volume processing plants. We provide emergency fabrication services for critical equipment failures, ensuring that a broken screen doesn’t halt your entire production line. Our capabilities include:
- Custom-woven wire cloth rolls in 304 and 316 stainless steel and specialty alloys.
- Precision cut pieces tailored to specific machine dimensions.
- High-performance synthetic mesh for specialized chemical or food applications.
- Edge treatments including hooks, backing, and reinforced borders.
Custom Solutions and Technical Support
Technical expertise is the cornerstone of the Compass approach. We don’t just sell mesh; we provide the data-driven guidance necessary to optimize sifting performance. Our team helps you navigate complex variables such as wire diameter, percentage of open area, and micron ratings to find the most efficient solution for your vibratory screens. Whether your application involves abrasive minerals or food-grade powders, we provide custom-cut pieces and fabricated components tailored to your hardware. This technical support ensures that your vibratory screens operate at peak efficiency with minimal blinding or material bypass.
Secure your production timeline with a partner that values speed and precision. Request a Quote for Custom Vibratory Screens today.
Drive Performance with Precision-Engineered Screening
Maximizing industrial throughput requires a calculated approach to mesh selection and engineering principles. Choosing the correct aperture and tensile strength ensures your operations maintain peak efficiency while minimizing unplanned downtime. Since 1975, Compass Wire Cloth has provided the technical expertise required to navigate complex specifications for high-performance vibratory screens. Our ISO 9001:2015 certified manufacturing process guarantees that every hooked or pre-tensioned screen meets the most rigorous industrial standards for accuracy and durability.
Don’t let slow supply chains stall your production schedule. We’re the fastest in the industry. We’ve optimized our facility to deliver American-made quality directly to your site with industry-leading speed. Whether you’re managing heavy-duty aggregate or precision chemical sifting, our team delivers the exact specifications your application demands. We’ll help you select the precise alloy and weave pattern to extend your equipment’s service life by 25% or more compared to generic alternatives. It’s time to secure the reliability your facility deserves with a partner that values technical mastery.
Get a Quote on Precision-Engineered Vibratory Screens
We’re ready to help you achieve new levels of screening precision and operational reliability today.
Frequently Asked Questions
What is the difference between a vibrating screen and a sifter screen?
Vibrating screens are designed for high-capacity separation of coarse materials, while sifter screens focus on precision scalping and the removal of fines from powders. Vibratory units typically operate at frequencies between 900 and 3,600 RPM to move heavy loads across the deck. Sifters utilize a more controlled gyratory or centrifugal motion to protect delicate particles from degradation during the screening process.
How do I calculate the open area of my vibratory screen mesh?
Calculate the percentage of open area by using the formula: (Aperture / (Aperture + Wire Diameter)) squared, multiplied by 100. For a mesh with a 0.045 inch aperture and a 0.025 inch wire diameter, the calculation yields a 41.3% open area. This specific percentage dictates the maximum throughput capacity and efficiency of your vibratory screens in any industrial application.
Why does my vibratory screen keep tearing at the hooks?
Tearing at the hooks usually indicates insufficient tensioning or an improper fit between the hook and the machine’s tension rails. When tension falls below the required 30 foot-pounds of torque, the mesh whips against the support bars, leading to rapid metal fatigue and failure. You’ll stop 90% of these failures by ensuring the screen is drum-tight and that the hook profile matches your machine’s original specifications.
Can I use synthetic mesh instead of stainless steel for vibratory screening?
You can use synthetic materials like polyester or nylon when your process involves high moisture or chemical environments where stainless steel might corrode. While T-304 stainless steel offers higher tensile strength, synthetic mesh provides superior fatigue resistance in applications with a pH range of 3 to 10. Compass Wire Cloth manufactures these options to handle specific thermal loads up to 220 degrees Fahrenheit.
What are the most common causes of blinding in industrial screens?
Blinding occurs when material moisture exceeds 5% or when particle sizes are within 10% of the mesh aperture, causing them to wedge in the openings. These “near-size” particles create a physical bridge that blocks 100% of the throughput in the affected area. You can eliminate these blockages by installing ultrasonic systems or using 40mm slider balls to provide consistent mechanical impact against the mesh underside.
How often should I check the tension on my vibrating screen?
Inspect the tension every 4 hours during the first 24 hours of operation to account for initial wire stretch. After this break-in period, perform a physical tension check every 40 hours of run time to prevent the mesh from fluttering. Maintaining a consistent tension level reduces the risk of premature wire breakage by 25% and ensures your production line stays on schedule.
Does Compass Wire Cloth provide FDA-compliant mesh for food processing?
Compass Wire Cloth manufactures 100% FDA-compliant mesh using T-316L stainless steel to meet 3-A Sanitary Standards for food safety. Our precision-woven wire cloth resists corrosion during high-pressure washdowns at temperatures reaching 250 degrees Fahrenheit. We provide the material certifications required for your compliance audits, ensuring your facility meets all USDA and FDA 21 CFR 177.2600 regulations.
What information do I need to provide for a custom screen quote?
Provide the mesh count, wire diameter, alloy grade, and the exact hook dimensions or finished outer diameter for your equipment. Identifying the machine manufacturer and model number helps our engineers guarantee a 100% fit for your specific vibratory unit. We utilize these technical specifications to provide the fastest turnaround in the industry, often shipping custom orders within 24 to 48 hours.